
Ten artykuł wyjaśnia, jak dobrać odpowiednie wiertło do gwintu M6, aby uniknąć błędów i zapewnić trwałe połączenie. Dowiesz się, jaką średnicę wiertła zastosować w zależności od rodzaju gwintu i materiału, a także jak prawidłowo przygotować otwór pod gwintowanie.
Wiertło 5.0 mm to standard dla gwintu M6 poznaj kluczowe zasady doboru
- Dla standardowego gwintu M6 (skok 1.0 mm) należy użyć wiertła o średnicy 5.0 mm.
- Średnicę wiertła oblicza się wzorem: średnica gwintu (M) minus skok gwintu (P).
- Gwinty drobnozwojne M6 (np. M6x0.75) wymagają innego wiertła, np. 5.2 mm.
- Rodzaj materiału (stal, aluminium, tworzywa) ma wpływ na optymalny rozmiar wiertła.
- Zbyt mały otwór grozi złamaniem gwintownika, zbyt duży osłabia wytrzymałość gwintu.
- Precyzyjne wiercenie, smarowanie i gratowanie są kluczowe dla jakości gwintu.
Dobór wiertła pod gwint M6: żelazne zasady i kluczowe wskazówki
Dobór odpowiedniego wiertła pod gwint to jeden z tych podstawowych, ale absolutnie kluczowych kroków w każdym projekcie, gdzie precyzja ma znaczenie. Niezależnie od tego, czy jesteś doświadczonym majsterkowiczem, czy dopiero zaczynasz swoją przygodę z obróbką metali, prawidłowa średnica otworu pod gwint M6 jest fundamentem trwałego i bezpiecznego połączenia. Dla standardowego gwintu M6, który charakteryzuje się skokiem 1.0 mm, należy zastosować wiertło o średnicy 5.0 mm.
Skąd bierze się ta wartość? Zasada jest prosta i opiera się na podstawowym wzorze: średnica wiertła (D) = średnica nominalna gwintu (M) - skok gwintu (P). W przypadku gwintu M6x1.0, obliczenie wygląda następująco: 6 mm (średnica nominalna) - 1.0 mm (skok gwintu) = 5.0 mm. Ten wzór to Twoja niezawodna kotwica, która pozwoli Ci samodzielnie zweryfikować lub obliczyć odpowiednią średnicę wiertła dla większości standardowych gwintów metrycznych.
Dlaczego ta precyzja jest tak ważna? Zbyt mały otwór pod gwint to prosta droga do złamania gwintownika narzędzia, które jest znacznie droższe od wiertła i często trudniejsze do usunięcia z obrabianego elementu. Z kolei zbyt duży otwór sprawi, że gwint będzie niepełny, płytki i przez to znacznie słabszy, co może prowadzić do jego zerwania pod obciążeniem. Właśnie dlatego tak bardzo podkreślam znaczenie dokładnego doboru wiertła.
Kiedy standardowe 5.0 mm to za mało lub za dużo? Uwzględnij skok i materiał
Chociaż wiertło 5.0 mm jest standardem dla gwintu M6, to w praktyce, jak to często bywa, diabeł tkwi w szczegółach. Istnieją sytuacje, w których ta średnica może okazać się niewystarczająca lub, co rzadziej, zbyt duża. Kluczowe czynniki, które musimy wziąć pod uwagę, to rodzaj gwintu (zwłaszcza jego skok) oraz właściwości obrabianego materiału.
Najważniejszą zmienną jest skok gwintu. Pamiętajmy, że M6 to tylko średnica nominalna. Standardowy gwint M6 ma skok 1.0 mm (M6x1.0), ale istnieją również gwinty drobnozwojne, takie jak M6x0.75. W tym przypadku skok wynosi 0.75 mm, a zgodnie z naszym wzorem (6 - 0.75), zalecana średnica wiertła to 5.2 mm lub nawet 5.25 mm. Różnica jest niewielka, ale krytyczna dla prawidłowego uformowania gwintu i uniknięcia uszkodzeń.
Nie mniej istotny jest rodzaj materiału, w którym wiercimy. Materiały różnią się twardością, plastycznością i tendencją do "odbijania" otworu. Wiercenie w miękkich metalach, takich jak aluminium, może wymagać nieco innej strategii niż w przypadku twardej stali nierdzewnej czy kruchych tworzyw sztucznych. Zawsze warto mieć to na uwadze, aby uzyskać optymalny rezultat.
Wiercenie w twardej stali i nierdzewce: jak uniknąć złamania gwintownika?
Wiercenie pod gwint M6 w twardej stali lub stali nierdzewnej to prawdziwe wyzwanie. Tutaj standardowe wiertło 5.0 mm jest zazwyczaj najlepszym wyborem. Kluczem do sukcesu jest jednak nie tylko rozmiar, ale i technika. Zawsze używaj chłodziwa, które zapobiega przegrzewaniu się wiertła i gwintownika, a także ułatwia odprowadzanie wiórów. Wierć z niską prędkością obrotową i stałym, umiarkowanym posuwem. Pamiętaj, że w tych materiałach gwintownik napotyka duży opór, więc precyzja otworu jest absolutnie niezbędna, aby uniknąć jego złamania.Aluminium i miękkie metale: sekret mocniejszego gwintu
W przypadku aluminium, miedzi czy innych miękkich metali, niektórzy specjaliści, w tym ja, zalecają użycie wiertła o średnicy minimalnie mniejszej niż standardowa, np. 4.9 mm zamiast 5.0 mm. Dlaczego? Miękkie materiały mają tendencję do "rozpływania się" pod naciskiem gwintownika, co może prowadzić do niepełnego zarysu gwintu. Użycie nieco mniejszego wiertła pozwala na uformowanie pełniejszego i mocniejszego gwintu, zwiększając tym samym wytrzymałość połączenia. To mała zmiana, która może przynieść dużą różnicę w jakości.
Kruche materiały i tworzywa: gdzie nie ma miejsca na błędy?
Wiercenie pod gwint M6 w materiałach kruchych, takich jak żeliwo, czy w różnych rodzajach tworzyw sztucznych, wymaga szczególnej ostrożności. Tutaj precyzyjne przestrzeganie zaleceń dotyczących średnicy wiertła (zazwyczaj standardowe 5.0 mm dla M6x1.0) jest absolutnie kluczowe. W tych materiałach łatwo o pęknięcia, odpryski czy uszkodzenia struktury, jeśli otwór jest zbyt mały, a gwintownik napotka zbyt duży opór. Zawsze upewnij się, że wiertło jest ostre, a wiercenie odbywa się z odpowiednią prędkością, aby uniknąć nadmiernego nagrzewania, które w przypadku tworzyw sztucznych może prowadzić do ich topienia i deformacji.
Jak poprawnie przygotować otwór pod gwint M6? Praktyczny poradnik krok po kroku
Prawidłowe przygotowanie otworu to połowa sukcesu w procesie gwintowania. Niewłaściwie wykonany otwór może skutkować złamaniem gwintownika, uszkodzeniem materiału lub po prostu słabym, nietrwałym gwintem. Poniżej przedstawiam kluczowe etapy, które pozwolą Ci uzyskać idealny otwór pod gwint M6.Krok 1: Wybór i kontrola wiertła nie tylko rozmiar ma znaczenie
Zacznij od wyboru wiertła o odpowiedniej średnicy dla M6x1.0 to 5.0 mm. Ale rozmiar to nie wszystko! Upewnij się, że wiertło jest ostre i w dobrym stanie. Tępe wiertło nie tylko utrudnia wiercenie, ale także może "rozbić" otwór, zwiększając jego średnicę i prowadząc do słabego gwintu. Sprawdź, czy krawędzie tnące są nienaruszone i czy wiertło nie jest przegrzane (nie ma przebarwień). Dobrej jakości wiertło HSS lub HSS-Co to podstawa.
Krok 2: Technika wiercenia klucz do idealnie prostopadłego otworu
Najważniejszą zasadą jest wiercenie otworu idealnie prostopadle do powierzchni materiału. Jeśli otwór będzie krzywy, gwintownik również będzie się krzywił, co utrudni gwintowanie i może prowadzić do jego złamania. Jeśli to możliwe, użyj stojaka wiertarskiego lub wiertarki stołowej to gwarantuje prostopadłość i stabilność. Wierć z umiarkowaną prędkością i stałym posuwem, unikając nadmiernego nacisku, który może "rozbić" otwór. Pamiętaj o stosowaniu chłodziwa, zwłaszcza przy wierceniu w metalach, aby przedłużyć żywotność wiertła i poprawić jakość otworu.
Krok 3: Gratowanie i przygotowanie krawędzi do gwintowania
Po wywierceniu otworu, na jego krawędziach często pojawiają się zadziory i ostre krawędzie. Należy je usunąć, czyli zgratować otwór. Możesz to zrobić większym wiertłem (np. 8-10 mm), delikatnie obracając je ręcznie lub z bardzo małą prędkością, aby sfazować krawędź otworu. Gratowanie jest ważne, ponieważ ułatwia wprowadzenie gwintownika, zapobiega jego uszkodzeniu na ostrych krawędziach i pozwala na prawidłowe uformowanie pierwszych zwojów gwintu. Czysty i sfazowany otwór to podstawa udanego gwintowania.
Najczęstsze błędy przy wierceniu pod M6 i sprawdzone sposoby ich unikania
Nawet doświadczonym majsterkowiczom zdarzają się błędy, zwłaszcza gdy pracuje się pod presją czasu lub z nowym materiałem. Wiercenie pod gwint M6 to proces, który wymaga uwagi na kilku kluczowych etapach. Omówmy najczęstsze pułapki i jak ich unikać, aby Twoja praca była zawsze efektywna i bezproblemowa.
Co się stanie, gdy otwór będzie za mały? Scenariusz, którego chcesz uniknąć
Wiercenie zbyt małego otworu pod gwint M6 to jeden z najczęstszych i najbardziej frustrujących błędów. Gdy otwór jest za mały (np. 4.8 mm zamiast 5.0 mm), gwintownik musi usunąć zbyt dużo materiału. Powoduje to ogromny opór, który gwałtownie wzrasta, prowadząc do zablokowania i złamania gwintownika. Złamany gwintownik w otworze to prawdziwy koszmar często wymaga on skomplikowanych i czasochłonnych metod usuwania, a w niektórych przypadkach może nawet zniszczyć cały element. Zawsze dokładnie sprawdzaj średnicę wiertła przed rozpoczęciem pracy!
Dlaczego zbyt duży otwór to prosta droga do katastrofy?
Z drugiej strony, zbyt duży otwór (np. 5.2 mm zamiast 5.0 mm) również jest problemem, choć jego konsekwencje są mniej spektakularne. W takim przypadku gwintownik nie ma wystarczającej ilości materiału do uformowania pełnego i głębokiego gwintu. Powstaje gwint "płytki", o niepełnym zarysie, który ma znacznie obniżoną wytrzymałość mechaniczną. Połączenie wykonane na takim gwincie będzie słabe, podatne na zerwanie pod obciążeniem i niepewne. W praktyce oznacza to, że cała praca może pójść na marne, a element będzie wymagał naprawy lub wymiany.
Brak smarowania i chłodzenia: jak szybko zniszczyć narzędzia i materiał
Wielu początkujących zapomina o kluczowej roli smarowania i chłodzenia podczas gwintowania. Proces tworzenia gwintu generuje dużo ciepła i tarcia. Brak odpowiedniego oleju do gwintowania (lub innej substancji smarująco-chłodzącej) prowadzi do kilku problemów. Po pierwsze, gwintownik przegrzewa się, co zmniejsza jego twardość i żywotność, a w konsekwencji może prowadzić do jego szybkiego stępienia lub złamania. Po drugie, wióry nie są efektywnie odprowadzane, co zwiększa opór i ryzyko zablokowania. Po trzecie, przegrzanie materiału może prowadzić do jego odkształcenia lub zmiany właściwości. Zawsze stosuj odpowiednie smarowanie to prosta zasada, która znacząco poprawia jakość pracy i trwałość narzędzi.
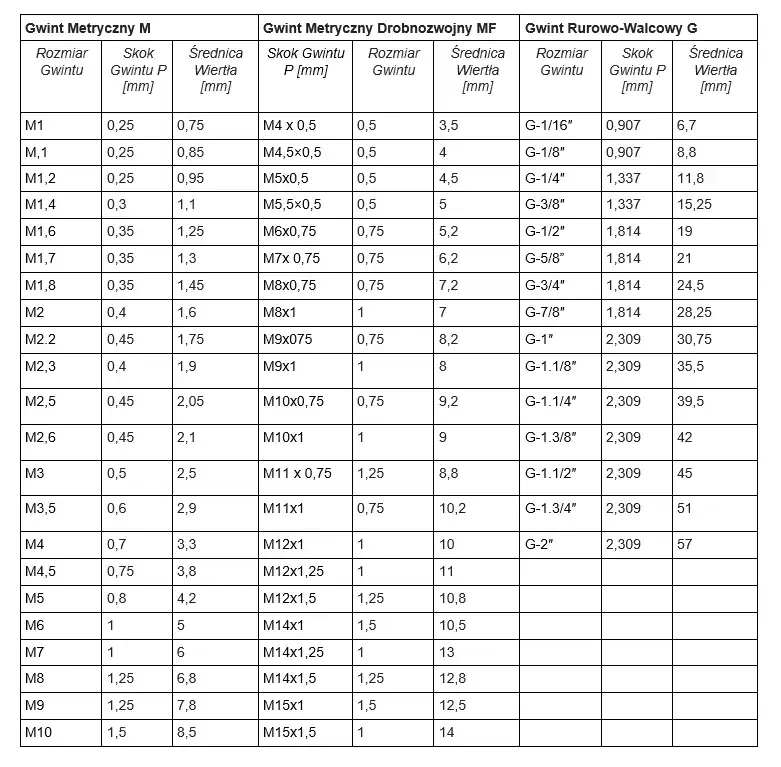
Tabela gwintów metrycznych: Twój niezawodny przewodnik po rozmiarach
W świecie obróbki metali i precyzyjnego montażu, tabele gwintów metrycznych są niczym mapa dla podróżnika niezastąpione. To one zawierają znormalizowane dane dotyczące każdego rozmiaru gwintu, w tym kluczową informację o zalecanej średnicy wiertła. Gwinty metryczne, takie jak M6, są standaryzowane międzynarodowo (np. normy ISO DIN-13), co oznacza, że ich parametry są uniwersalne i przewidywalne. Posiadanie takiej tabeli pod ręką to gwarancja, że zawsze dobierzesz odpowiednie narzędzie.
Jak czytać tabele doboru wierteł, by zawsze mieć pewność?
Czytanie tabel doboru wierteł jest proste, ale wymaga uwagi. Zazwyczaj znajdziesz w nich kolumny takie jak: "Gwint" (np. M6), "Skok gwintu (P)" (np. 1.0 mm), oraz "Średnica wiertła (D)". Czasami pojawiają się też kolumny z tolerancjami lub zaleceniami dla różnych materiałów. Zawsze upewnij się, że patrzysz na odpowiedni skok gwintu, zwłaszcza w przypadku gwintów drobnozwojnych. Jeśli gwint nie ma podanego skoku (np. samo M6), zakłada się, że jest to gwint standardowy o największym skoku dla danej średnicy nominalnej.
Przeczytaj również: Podkaszarka akumulatorowa Makita: jak wybrać idealną do ogrodu?
Przykładowy fragment tabeli dla gwintów metrycznych (M5, M6, M8)
| Gwint | Skok gwintu (P) | Średnica wiertła (D) |
|---|---|---|
| M5 | 0.8 mm | 4.2 mm |
| M6 | 1.0 mm | 5.0 mm |
| M6x0.75 | 0.75 mm | 5.2 mm |
| M8 | 1.25 mm | 6.8 mm |