
Wybór odpowiedniego wiertła to podstawa sukcesu każdego projektu, zwłaszcza gdy pracujemy z metalem. Niewłaściwe narzędzie może nie tylko zniszczyć materiał, ale i uszkodzić wiertarkę, a co gorsza doprowadzić do kontuzji. Dlatego dziś pokażę Ci, jak bezbłędnie rozpoznać wiertła przeznaczone do metalu, abyś zawsze mógł pracować efektywnie i bezpiecznie, unikając kosztownych błędów.
Wiertła do metalu: Kluczowe cechy, dzięki którym rozpoznasz je bezbłędnie
- Wiertła do metalu mają charakterystyczny, ścięty stożkowo wierzchołek, bez szpikulca (jak wiertła do drewna) czy płytki (jak do betonu).
- Szukaj oznaczeń HSS (stal szybkotnąca), HSS-Co (z kobaltem) lub HSS-TiN (z powłoką tytanową), które świadczą o przeznaczeniu do metalu.
- Kolor wiertła może być wskazówką: srebrny (standard HSS), złoty (TiN), czarny (oksydowane), miedziany/niebieskawy (HSS-Co).
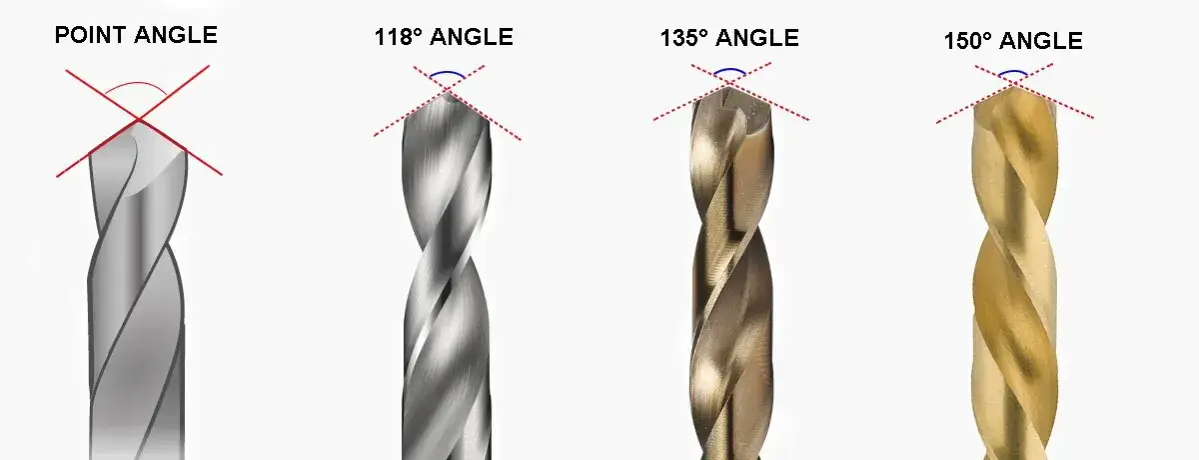
- Kąt wierzchołkowy 118° jest uniwersalny, a 135° wskazuje na wiertło do twardszych metali.
- W przypadku braku oznaczeń, test iskry na szlifierce może pomóc w identyfikacji.

Jak szybko rozpoznać wiertło do metalu na pierwszy rzut oka?
Kiedy stajesz przed wyborem wiertła, pierwszą rzeczą, na którą powinieneś zwrócić uwagę, jest jego kształt wierzchołka. To właśnie on zdradza najwięcej o przeznaczeniu narzędzia i pozwala odróżnić wiertło do metalu od tych przeznaczonych do drewna czy betonu. Wiertła do metalu posiadają bardzo charakterystyczny, ścięty stożkowy kształt, który od razu rzuca się w oczy.
Kształt wierzchołka kluczowa cecha, której nie da się pomylić
Wiertła do metalu charakteryzują się specyficznym, ściętym stożkowo wierzchołkiem. Jest on precyzyjnie szlifowany, aby skutecznie skrawać metal, a nie go rozrywać czy kruszyć. Co ważne, wiertła te nie posiadają ostrego szpikulca centrującego, który jest typowy dla wierteł do drewna. To właśnie ten brak szpikulca jest dla mnie pierwszą i najważniejszą wskazówką.
Wiertło do metalu vs wiertło do drewna: Zwróć uwagę na brak ostrego szpikulca
Kiedy porównasz wiertło do metalu z wiertłem do drewna, różnica jest uderzająca. Wiertło do drewna ma na samym środku ostry szpikulec centrujący, który służy do precyzyjnego pozycjonowania wiertła i zapobiega jego ślizganiu się po powierzchni drewna. Wiertło do metalu takiego szpikulca nie ma jego wierzchołek jest po prostu ostro zakończony, ale bez wystającego punktu.
Wiertło do metalu vs wiertło do betonu: Gdzie jest charakterystyczna płytka?
Rozróżnienie wiertła do metalu od wiertła do betonu również jest proste. Wiertła do betonu, zwane często wiertłami udarowymi, posiadają na końcu charakterystyczną, płaską płytkę z węglika spiekanego. Ta płytka jest znacznie twardsza niż reszta wiertła i służy do kruszenia twardych materiałów, takich jak beton czy kamień. Wiertła do metalu takiej płytki nie mają ich końcówka jest jednolita i wykonana z tego samego materiału co reszta części roboczej.
Co mówią oznaczenia na wiertłach do metalu?
Poza kształtem, oznaczenia umieszczone na wiertle lub jego opakowaniu są absolutnie kluczowe. To one dostarczają precyzyjnych informacji o materiale, z jakiego wiertło zostało wykonane, oraz o jego przeznaczeniu. Zawsze staram się je odczytać, ponieważ to one gwarantują, że wybieram narzędzie idealnie dopasowane do zadania.
HSS podstawowy symbol, który musisz znać
Najczęściej spotykane oznaczenie na wiertłach do metalu to HSS, co jest skrótem od angielskiego "High-Speed Steel", czyli stali szybkotnącej. To podstawowy i najbardziej popularny materiał, z którego wykonuje się wiertła do obróbki metalu. Stal HSS charakteryzuje się wysoką twardością i odpornością na ścieranie, co pozwala na efektywne wiercenie w różnych rodzajach stali, aluminium czy miedzi, nawet przy wysokich prędkościach obrotowych.
HSS-R kontra HSS-G: Czy sposób produkcji ma znaczenie dla Twojej pracy?
W obrębie stali HSS możemy wyróżnić dwa główne typy wierteł, różniące się sposobem produkcji, a co za tym idzie właściwościami i zastosowaniem.
| Rodzaj wiertła | Cechy i zastosowanie |
|---|---|
| HSS-R (walcowane) | Produkowane metodą walcowania. Są bardziej elastyczne i odporne na złamania, co czyni je dobrym wyborem do prac amatorskich i wiercenia ręcznego. Ich precyzja jest nieco niższa niż wierteł szlifowanych. |
| HSS-G (szlifowane) | Wytwarzane przez precyzyjne szlifowanie, co zapewnia im większą dokładność wymiarową i ostrzejsze krawędzie tnące. Są droższe, ale oferują lepszą precyzję i wytrzymałość, idealne do zastosowań profesjonalnych i wiercenia maszynowego. |
HSS-Co (lub HSS-E): Kiedy domieszka kobaltu staje się niezbędna?
Jeśli pracujesz z naprawdę twardymi materiałami, takimi jak stal nierdzewna, kwasoodporna, żeliwo czy inne stopy o wysokiej wytrzymałości, sięgnij po wiertła kobaltowe. Oznaczone są jako HSS-Co lub HSS-E i zawierają domieszkę kobaltu (zazwyczaj 5%). To właśnie kobalt sprawia, że wiertła te są znacznie twardsze i bardziej odporne na wysokie temperatury, które powstają podczas wiercenia w trudnych materiałach. Często mają lekko niebieskawy, słomkowy lub miedziany odcień, co jest dodatkową wskazówką.
HSS-TiN: Złota powłoka, która świadczy o wyższej wytrzymałości
Charakterystyczny złoty kolor wiertła to znak rozpoznawczy wierteł HSS-TiN. Ta barwa pochodzi od powłoki z azotku tytanu (Titanium Nitride), którą pokrywa się wiertła HSS. Powłoka TiN znacząco zwiększa twardość powierzchniową wiertła, poprawia jego żywotność i zmniejsza tarcie podczas wiercenia. Dzięki temu wiertła HSS-TiN są bardziej wydajne i trwalsze, szczególnie przy obróbce stali stopowych i wysokostopowych.
Czy kolor wiertła do metalu ma znaczenie? Przewodnik po barwach
Kolor wiertła może być bardzo pomocną wskazówką, ale pamiętaj, że nie zawsze jest jedynym i decydującym kryterium. Zawsze staram się łączyć obserwację koloru z odczytaniem oznaczeń, aby mieć pewność co do wyboru narzędzia.
Srebrny i stalowy: Klasyka gatunku, czyli standardowe wiertła HSS
Najczęściej spotykane wiertła do metalu, czyli standardowe HSS i HSS-G, mają naturalny, srebrny lub stalowy kolor. To podstawowy wygląd stali szybkotnącej, bez dodatkowych powłok czy uszlachetnień. Jeśli widzisz wiertło o takim kolorze i ma ono odpowiedni kształt wierzchołka, z dużym prawdopodobieństwem jest to wiertło do metalu.
Złoty blask: Dlaczego wiertła tytanowe mają ten charakterystyczny kolor?
Jak już wspomniałem, złoty kolor jest znakiem rozpoznawczym wierteł HSS-TiN. Powłoka z azotku tytanu nadaje im ten charakterystyczny odcień, jednocześnie zwiększając ich twardość i odporność na zużycie. Jeśli potrzebujesz wiertła o zwiększonej trwałości i zmniejszonym tarciu, szukaj właśnie tych o złotym blasku.
Czarny i oksydowany: Co oznacza ciemna barwa wiertła?
Niektóre wiertła do metalu mogą mieć czarny kolor. Oznacza to, że zostały poddane procesowi oksydacji, czyli pokryte cienką warstwą tlenku. Ta powłoka zwiększa odporność wiertła na korozję i może nieco poprawić jego właściwości tnące, redukując tarcie. Czarne wiertła to również wiertła HSS, ale z dodatkowym zabezpieczeniem.
Odcienie miedzi i błękitu: Sygnał, że masz do czynienia z wiertłem kobaltowym
Wiertła kobaltowe (HSS-Co) często mają lekko słomkowy, miedziany lub delikatnie niebieskawy odcień. To efekt domieszki kobaltu w stopie stali. Jeśli zauważysz taki kolor, a wiertło ma odpowiedni kształt, możesz być niemal pewien, że masz do czynienia z narzędziem przeznaczonym do wiercenia w twardszych metalach, takich jak stal nierdzewna.
Geometria wiertła do metalu: Jak kąt wierzchołkowy zdradza jego przeznaczenie?
Kąt wierzchołkowy wiertła to kolejny, niezwykle ważny parametr, który wpływa na jego skuteczność, precyzję i zdolność do obróbki różnych rodzajów metali. Choć na pierwszy rzut oka może wydawać się to drobiazgiem, odpowiedni kąt to klucz do efektywnego i czystego wiercenia.
Kąt 118°: Uniwersalne rozwiązanie do miękkich metali
Najczęściej spotykany kąt wierzchołkowy w wiertłach do metalu to 118°. Jest to kąt uniwersalny, który doskonale sprawdza się do wiercenia w miękkich i średnio twardych metalach, takich jak aluminium, miedź, mosiądz, a także w standardowej stali konstrukcyjnej. Wiertła z tym kątem są dobrym wyborem do większości zastosowań domowych i warsztatowych.
Kąt 135°: Wybór profesjonalistów do twardej stali i stali nierdzewnej
Kiedy pracujesz z twardszymi materiałami, takimi jak stal nierdzewna, stal kwasoodporna czy twarde stopy, zdecydowanie powinieneś wybrać wiertło z kątem wierzchołkowym 135°. Ten ostrzejszy kąt ma kilka zalet: lepiej centruje wiertło na powierzchni materiału, zapobiegając jego ślizganiu się, co jest kluczowe przy twardych powierzchniach. Ponadto, zmniejsza siłę nacisku potrzebną do rozpoczęcia wiercenia.
Jak kąt wpływa na precyzję i szybkość wiercenia?
Różnice w kącie wierzchołkowym mają bezpośredni wpływ na to, jak wiertło radzi sobie z materiałem. Mniejszy kąt (np. 118°) sprawia, że wiertło "gryzie" materiał bardziej agresywnie, co jest dobre dla miękkich metali, ale może prowadzić do szybszego zużycia wiertła w twardszych materiałach. Większy kąt (135°) rozkłada siłę na większej powierzchni, co zwiększa stabilność i precyzję, a także poprawia odprowadzanie wiórów, co jest niezwykle ważne przy wierceniu w twardej stali.
Przeczytaj również: Poziomica wodna DIY: Zbuduj szlaufwagę i mierz poziom bezbłędnie
Gdy oznaczenia są nieczytelne: Proste testy identyfikacji wierteł do metalu
Zdarza się, że oznaczenia na wiertle są starte, nieczytelne lub po prostu ich brakuje. W takiej sytuacji nie musisz się poddawać! Istnieją proste, praktyczne testy, które możesz wykonać, aby z dużą dozą pewności zidentyfikować, czy masz do czynienia z wiertłem do metalu, a nawet określić jego typ.
Test iskry na szlifierce: Jak kolor i kształt iskier zdradzają rodzaj stali
Test iskry to moja ulubiona metoda, gdy muszę zidentyfikować nieoznakowane wiertło. Wymaga on ostrożności i szlifierki, ale jest bardzo skuteczny.
- Przygotuj stanowisko: Upewnij się, że masz okulary ochronne i rękawice. Włącz szlifierkę.
- Delikatny kontakt: Ostrożnie dotknij krawędzią wiertła do obracającej się tarczy szlifierki. Nie dociskaj zbyt mocno, wystarczy krótki, delikatny kontakt, aby wywołać snop iskier.
-
Obserwuj iskry:
- Jeśli wiertło jest wykonane ze stali szybkotnącej (HSS), zobaczysz krótkie, gęste, pomarańczowe lub czerwone iskry, które rozgałęziają się na końcach. To charakterystyczny znak HSS.
- Jeśli wiertło jest ze zwykłej stali (np. niskowęglowej), iskry będą długie, jasne, żółte i mniej rozgałęzione.
- W przypadku wierteł kobaltowych (HSS-Co), iskry będą podobne do HSS, ale mogą być nieco jaśniejsze i bardziej intensywne.
- Wnioski: Na podstawie koloru i kształtu iskier możesz z dużym prawdopodobieństwem określić, czy wiertło jest wykonane ze stali szybkotnącej, a więc nadaje się do metalu.
Waga w dłoni: Jak rozpoznać cięższe wiertła z węglika spiekanego
Choć wiertła z węglika spiekanego (np. do betonu) rzadziej bywają mylone z wiertłami do metalu HSS ze względu na ich charakterystyczną płytkę, to jednak warto wspomnieć o różnicy w wadze. Wiertła z węglika spiekanego są znacznie cięższe niż wiertła HSS o tej samej średnicy. Jeśli masz w ręku wiertło, które wydaje się nieproporcjonalnie ciężkie do swojego rozmiaru i ma płaską końcówkę, to z pewnością nie jest to wiertło do metalu.